Have you ever read a book or an article before that completely changed your ‘world view’? 15 years ago, I read this article by Michael Hammer and it changed how I looked at problems and addressed solutions.
https://hbr.org/1990/07/reengineering-work-dont-automate-obliterate/ar/1
If you don’t have time to read it, I’ll sum it up; don’t pave cow paths, find a simpler and more direct route, even if it means sacrificing some sacred cows along the way. Ok…maybe you better read the article.
Anyway, the point is that I’ve always loved finding new methods and techniques to make life easier for manufacturers and distributors. So as a warning and summary of the article below, I’m proposing that Job Shop’s stop collecting actual labour hours from the shop floor, or more correctly only collect labour hours on capacity constraint resources.
Some History
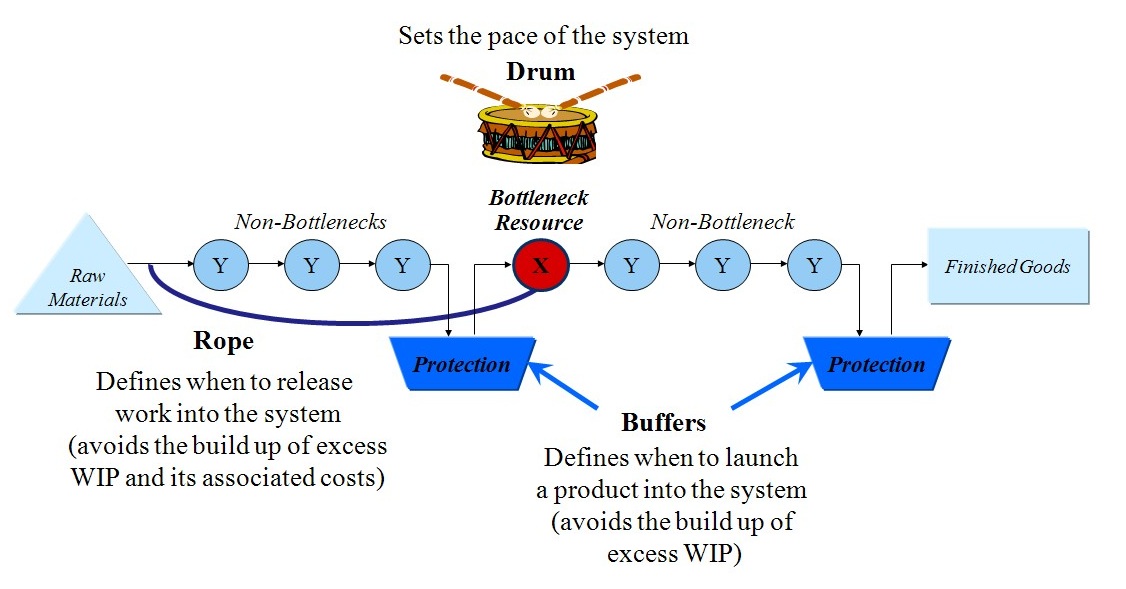
A while ago I was reading a lot about Drum Buffer Rope. (DBR) is the application of the theory of constraints management philosophy. The Drum is a schedule for the constraint, with the constraint being defined as the weakest link in the production line. The Buffer is the time provided for parts to reach the protected areas. (The protected areas are the Drum, the due dates and the assemblies of constraint parts with non-constraint parts.) The Rope is a schedule for releasing raw materials to the floor and is derived according to the Drum and Buffers. The Rope ensures the proper subordination of the non-constraints.
If you’re repetitive enough to convert the WIP at the buffer areas into part numbers, this is a great technique and you can either use the material planning capabilities in the software or implement a KanBan pull system on the floor. But if you’re parts are expensive, the demand erratic or 1-offs, it doesn’t lend itself nicely.
Phase-Gate Model
Recently I’ve been implementing a lot of project based companies. Projects are different than manufacturing and therefore use different management techniques.
The Phase-Gate model is a project management technique a project is divided into stages or phases, separated by gates. At each gate, the continuation of the process is decided by (typically) a manager or a steering committee. The decision is based on the information available at the time, including the business case, risk analysis, and availability of necessary resources (e.g., money, people with correct competencies).
So what happens if you used parts of these techniques to run a shop floor?
Let’s say you’re an aerospace machine shop. To build this part requires a couple of subassemblies, machining, welding and outsourcing. But as a program manager you really don’t need to know that Fred spent 5 minutes de-burring operation 110. You need to know that
a) Manufacturing has started
b) You will be on-time for Machining
c) If you’re on-time at machining, you’ll be on-time for customer delivery based on standard lead-times
You don’t need a super fantastic detailed scheduling system do to this. And more importantly it might be a waste of time collecting the information if
a) You can rely on the fact that 5 minutes of de-burring is consistent
b) 7 minutes de-burring won’t break the bank

What are the key elements of Stage and Gate that Relate to Manufacturing?
a) only starting something you can finish
b) Making sure you have materials, tooling, programming, drawings and capacity before you start
c) Only scheduling, prioritizing and measuring the most important work centers
d) Introducing check-points in manufacturing so that all parts are accounted before proceeding
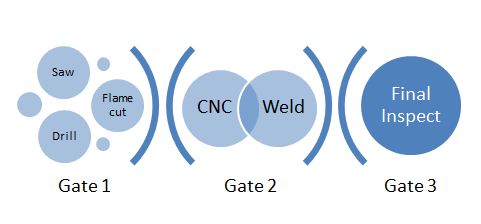
A gate based system based on the above example would look like this
Why do it?
a) Why collect information if you’re not going to use it.
b) Eliminates need to collect, manage and fix labour tickets
c) It allows you to focus on the areas that will make or break your company in terms of on-time delivery, cost/burden and quality
d) No ‘surprise’ shortages at the end
e) Better throughput
f) Reduction of WIP
So how exactly does this work
a) You select 3-4 check-points (ie. Start, middle, end)
On the First Check-Point/Stage
a) You don’t release a work order (in system or floor) unless you have all materials, tooling, drawings ready
On the Second/Third Check Point/Stage
a) Physically multiple processes can start and flow freely, but are staged before the 2nd check-point.
b) Check the parts
c) Manufacture and Report production
d) All prior operations, subassemblies, and material requirements are automatically reported at standard costs and consumption
On Last Operation
a) Receive to inventory
b) All prior materials, operations, subassemblies are reported at standard
How to setup in Dynamics?
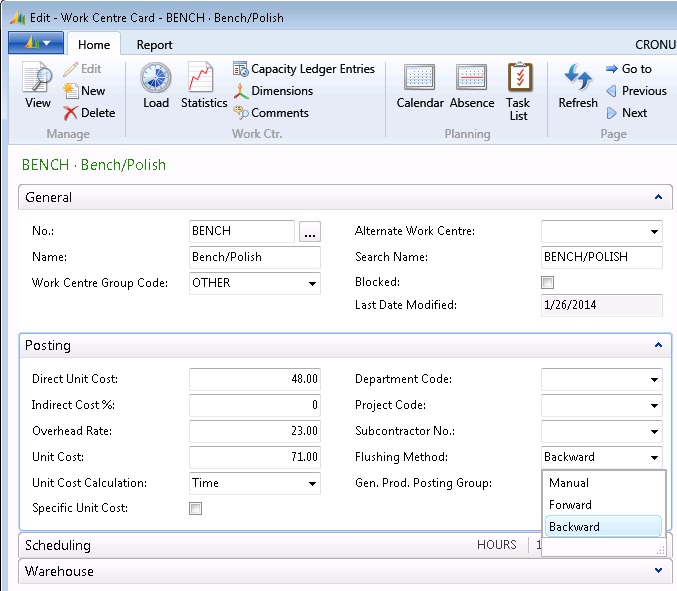
First step is you need to identify work centers that you can cost at standard and back flush the labour
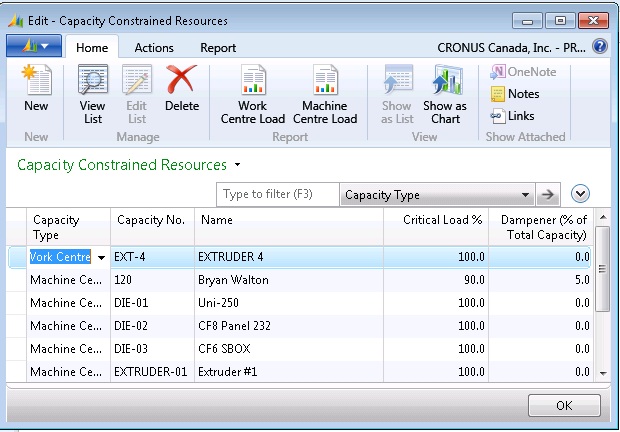
Identify and setup the capacity constraint resources for your bottlenecks/gateways
Setup Routing Links
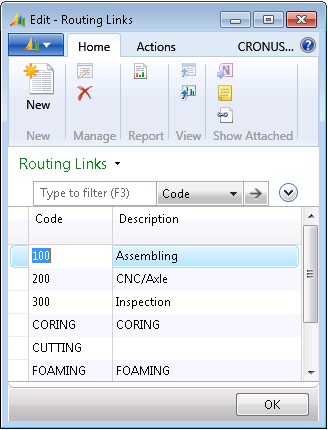
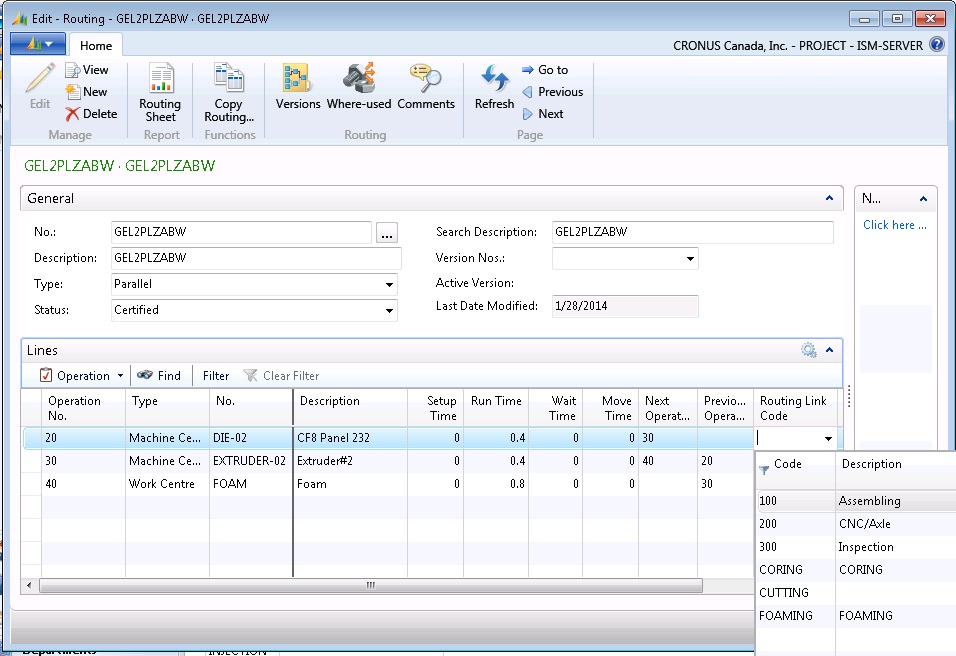
Apply the routing link to the bottleneck/gateway work centers
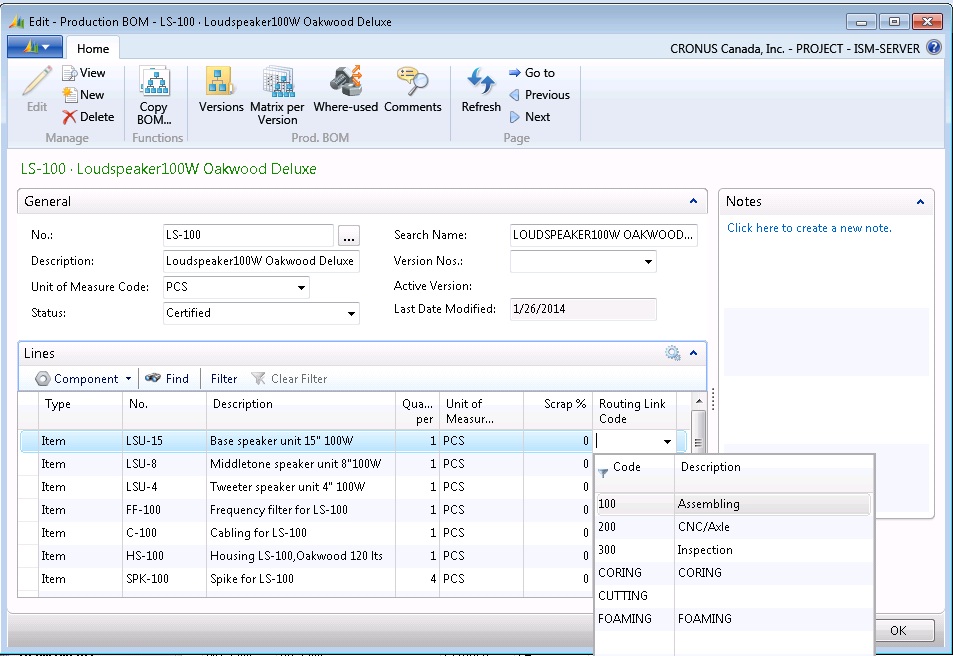
Apply he routing link code to the BOM components
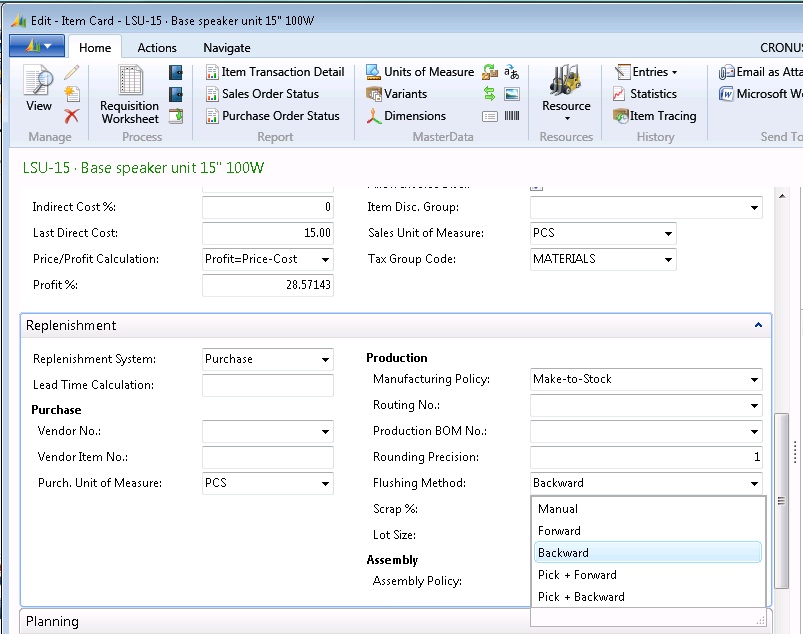
Apply backward scheduling to the items on the BOM
Now when you make your production order, keep it in the firmed status = Gate 1
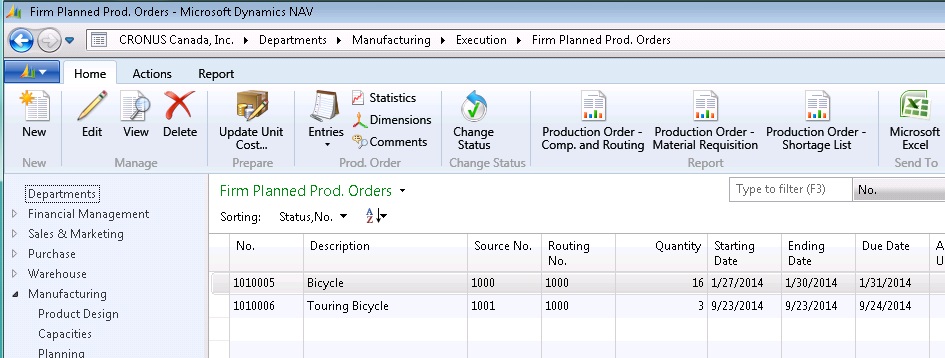
Don’t release (change status) without checking for shortages (icon above)
When the operator records time on gate 2 or gate 3’s work center
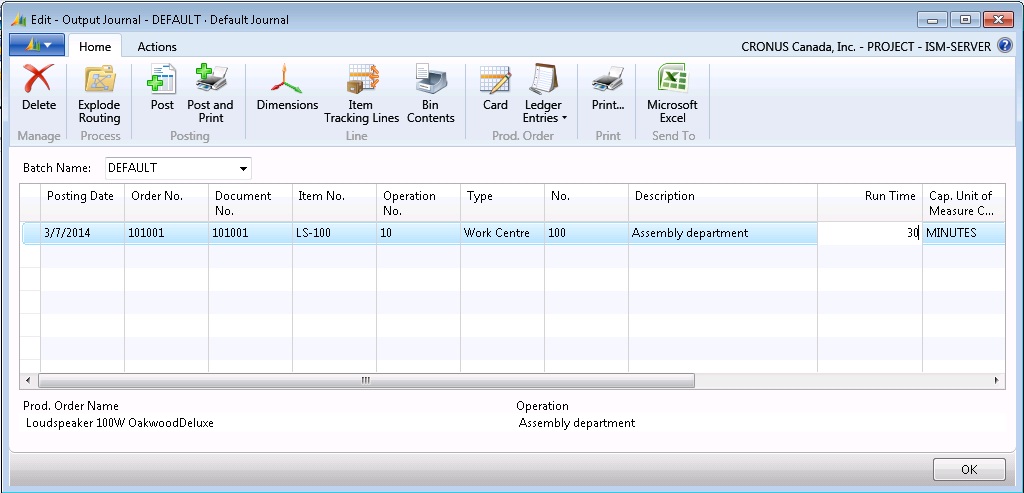
It will back flush all components, subassemblies and non-essential operation steps!!
When you report the final operation it will receive product to inventory completing the last gateway
You then might need a management report.
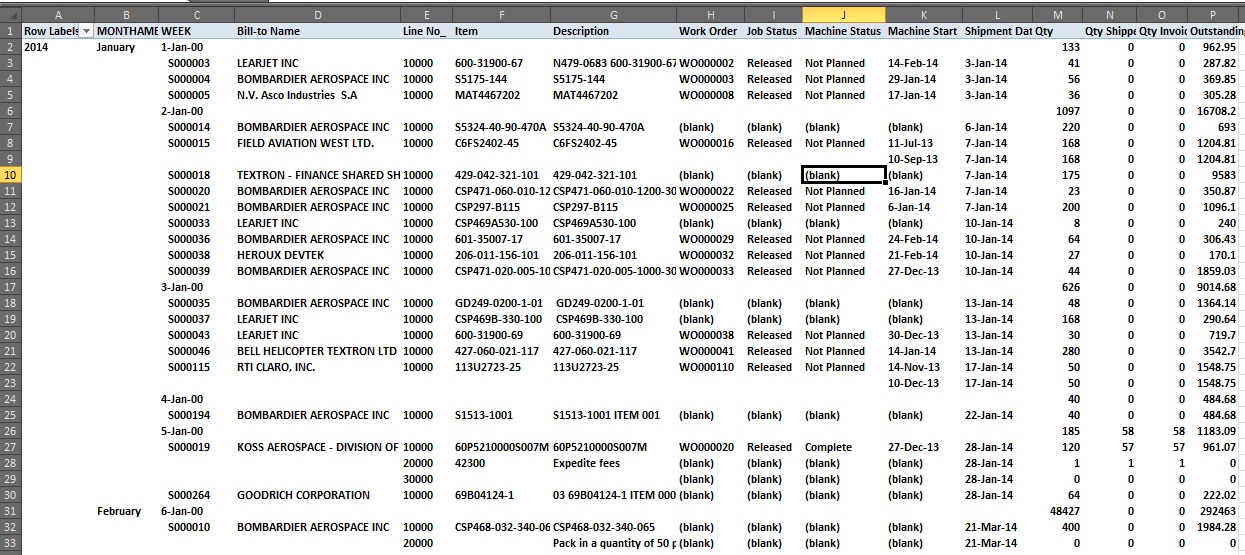
This report in excel shows the status, critical constraint due date, delivery date and lead time
If you’re still reading this, I’ve summarized some Pro’s and Con’s
Pro
- Increases data accuracy
- fewer people reporting (accountable and reliable)
- fewer places to report, making it easier
- Increases quality and throughput
- Less costly to find a bad part earlier than later or miss a ship
- Less Wasted Time Counting or scrambling at the end
- Reduces WIP
Con
- Lose visibility of status per operation, might need a white board on the floor
- Scheduler doesn’t work by hour, more likely to be week
- Lose Employee Efficiency/Productivity
- Lose accuracy in costing
Remember to register and come to our live presentation at Microsoft April 9th.
Thanks
Mike Fontaine, April 4th 2014